中文 
H
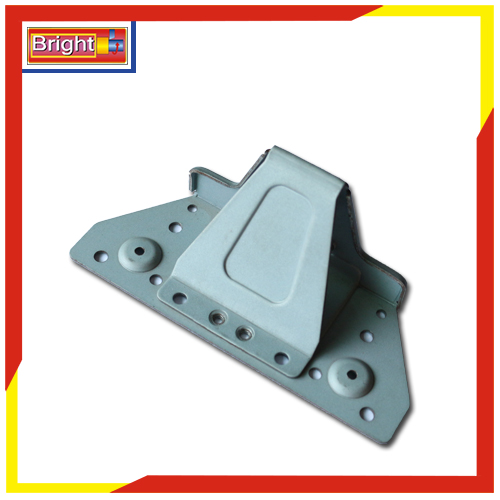
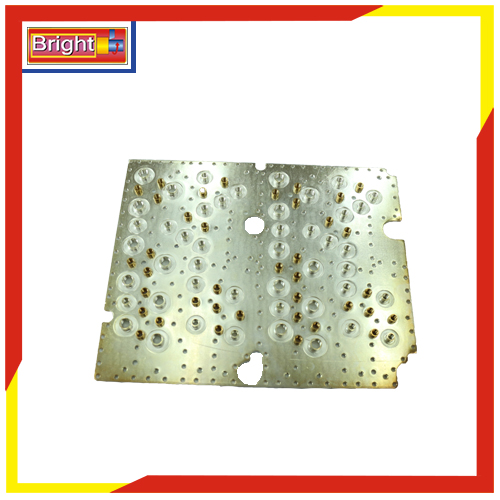
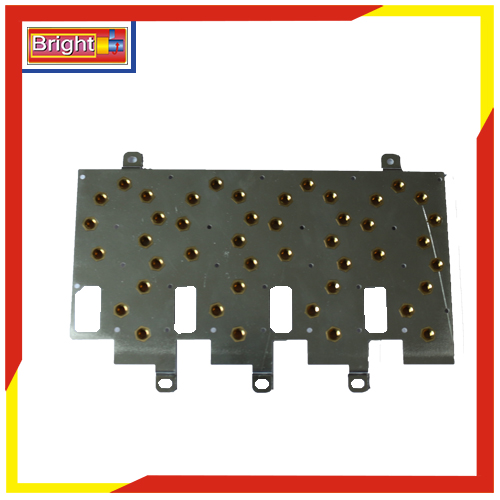
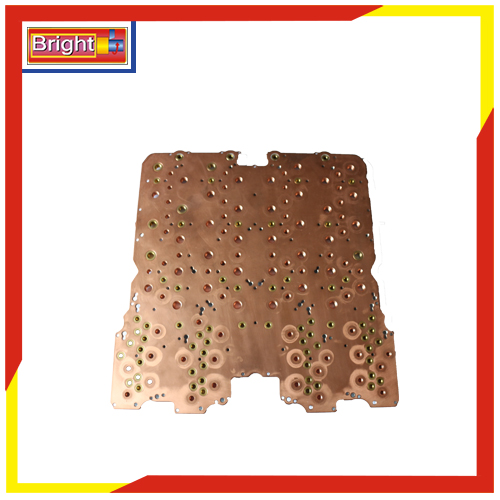
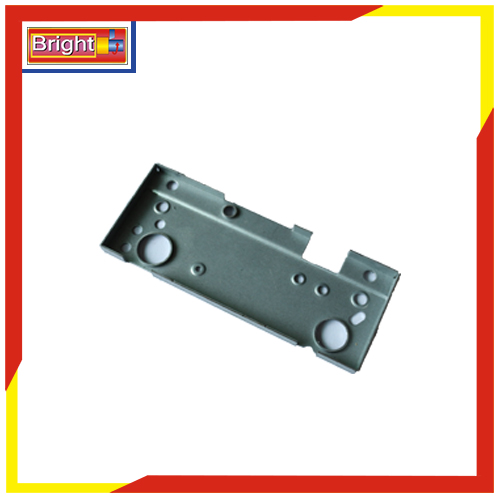
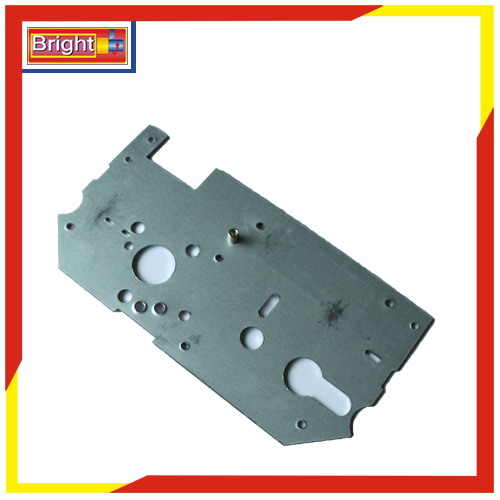
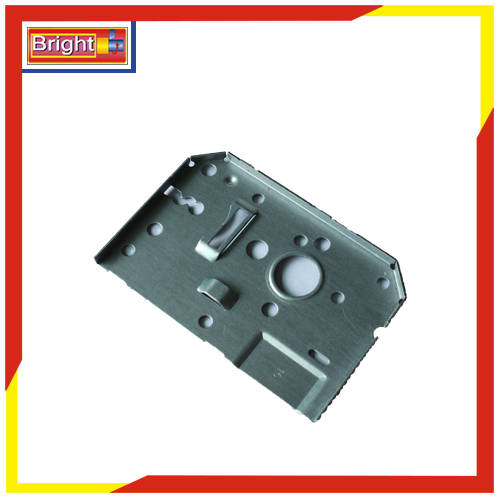
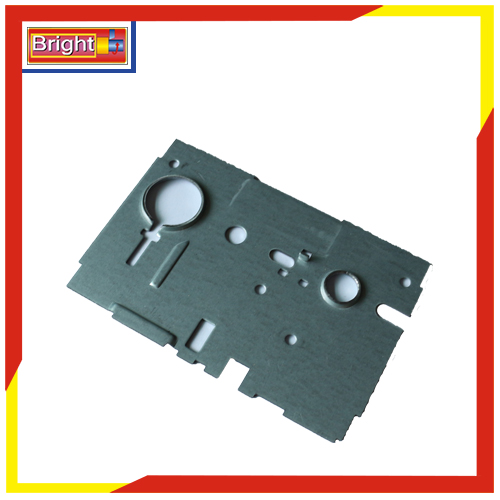
热销产品




























































































H
热点新闻C
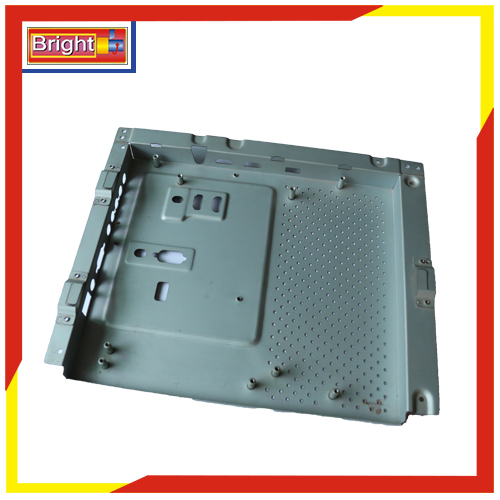
联系我们五金冲压件之做五金冲压须知基础
1、分离工序:材料在外力作用下,变形部份的应力超过了材料的强度极限板料断裂而分离。
2、塑性变形工序:板料在外力作用下,变形部份的应力超过了材料的屈服极限,但未达到强度极限时,仅产生塑性变表而得到一定形状与尺寸。
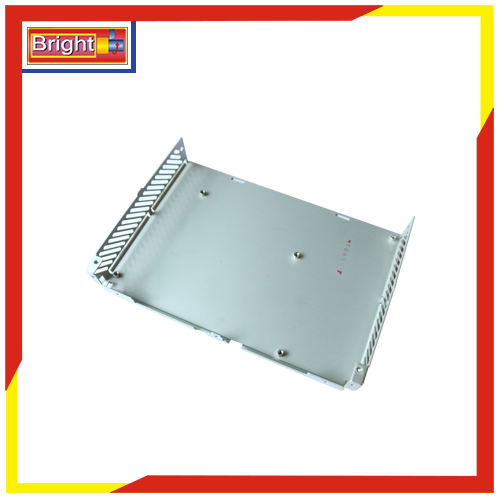
降低制造成本的主要措施:
1、提高工艺的合理化水平。
2、提高模具设计水平,减少工序,提高模具寿命。
3、用提高冲压过程的自动化及高速水平,降低成本。
4、设计各个工件同时加工的模具。
5、采取提高材料的利用率的方法降低成本。

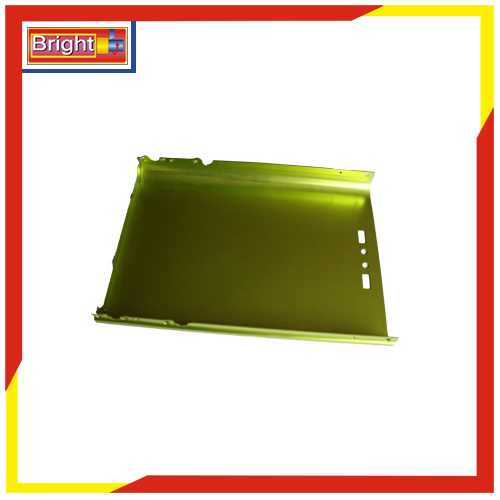
五金冲压件之如何提高冲压件生产效率
模具工艺卡和和模具压力参数归档整理,制作对应的标识牌装模具上或放在压机旁边的文件里,可以快速查阅参数,调整装模高度。
模具生产过程加大自检、互检、专检的力度,防止出现质量缺陷,通过操作人员质量技能培训,提高生产质量意识,提高产品品质。
提高模具保养效率,通过每个批次生产进行模具保养维护,提高模具使用寿命,提高生产效率。
对模具出现的故障,及时修复,刀块崩刃补焊处理,模具生产板件变形的进行上机床研合。



 微信扫一扫
微信扫一扫